бббб▒P╩╜╧і╞мЩC(jий)╥к═ъ│╔ъP(guибn)╙┌─╛╞м║ё╢╚│▀┤ч╛▐╝Ъ(xим)▓┘┐╪���гмъP(guибn)╙┌Д╙╡╢╡─╜╟╢╚�бвщL╢╚┼c╢и╡╢╓ощg╡─щg╕Є╩╟╩о╖╓╥к║ж╡─�����бг
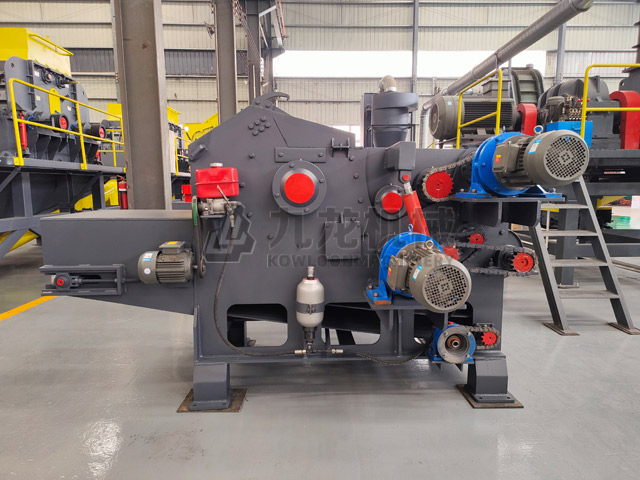
бббб╡╢╛▀╓і╥к╙╔╣д╛▀фУ��бв╥╗░уфУ▓─;╙╨╡─╧і╞мЩC(jий)ПS╝╥Ющ┴╦╧┬╜╡│Іоa(chигn)╡─▒╛хX▀\(yи┤n)╙├╥╗░у╡─фУ░х▀M(jимn)╨╨╠О└э║ґ▀M(jимn)╨╨╡╢╛▀╡─╓╞╘ь���гм▀@Ш╙╡─╡╢╛▀▀\(yи┤n)╙├Й█├№┤ґ┤ґ╡─┐s╢╠�гм╠цУQюlюl;▀\(yи┤n)╙├╣д╛▀фУ╓╞╘ь╡──╛▓─╧і╞мЩC(jий)╡╢╛▀╙╨╖╓Ющ╥╗ґw╡─┼c╖╓ґw╡─;╖╓ґw╡─╡╢╛▀╓╗╥к╡╢╚╨▓┐╖╓Ющ╕▀ПК(qiивng)╢╚╡─╣д╛▀фУ�����гм║╕╜╙Ющ╥╗ґw;╥╗ґw╡─╡╢╛▀▀x╙├╕▀ПК(qiивng)╢╚╣д╛▀фУ▀M(jимn)╨╨╝╙╣д╢Ї│╔;╥╗ґw╣д╛▀фУ╦ї╓╞╘ь╡─╡╢╛▀╕№╝╙╡─╜Ы(jийng)╙├�бг╘ЗҐЮХrгмИ╘│╓─╛▓─╧і╞мЩC(jий)╡╢╛▀╨и╜╟╡╢Ющ36б▒����гм─╛╞мщL╢╚lЮщ25mmгм╟╨╧і╦┘╢╚VЮщID.3mm/s�����гм╓╗╕─╫ГД╙┴ж╧р╙І╜╟Дё�бг▀x╙├ёR╬▓╦╔Ът╕╔▓─║═╦о╜■▓─╕і╥╗╜Mбг╦ї╡├╜Ы(jийng)Ъv┬У(liивn)╧╡╥К▒э3��гм╜Ы(jийng)Ъv╟·╛А╚чИD5╦ї╩╛�����бгИD╔╧├┐╥╗МНЬy№c(diигn)┤·▒э╚¤ВАМНЬyФ╡(shи┤)У■(jи┤)╡─╞╜╛ї╓╡б�����г┐╔╥╘┐┤│І����гмЖ╬╬╗╟╨╧і╫ш┴ж╖▓гм║═Ж╬╬╗╟╨╧і╣ж░╚?┼cД╙┴ж╧р╙І╜╟Дё╢╝╩╟╒¤╛А╨╘╧ръP(guибn)╡─�бг┐ВЪw�����гм▓╗╣▄0╓╡╡─╒¤╪У(fи┤)���гм0╡─┤·Ф╡(shи┤)╘╜┤ґ����гм╟╨╧і╫ш┴ж╛═╘╜┤ґ�бг╕·╓ЇF╜╟╡─╘І┤ґгм0╡─┤·Ф╡(shи┤)╓╡╥▓╘І┤ґ����гм╥Ґ┤╦Ж╬╬╗╟╨╧іъО┴ж╥▓Ск(yийng)╘І┤ґгмМНЬy╜Y(jiиж)╣√┼c└э╒У╞╩╬І╩╟╥╗╓┬╡─�бг
")
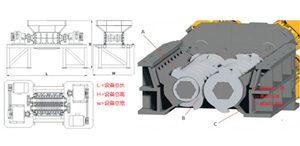
бббб─╛▓─╧і╞мЩC(jий)╟╨╡╢┼c╢и╡╢╓ощg╡─щg╕Єгм╝┘╚ч▀@ВАщg╕Є▓┘┐╪╟╖║├╡─╛═Х■│╩мF(xiидn)Д╙╡╢╘┌▀\(yи┤n)╙├▀^│╠╓╨┼c╢и╡╢▀M(jимn)╨╨┐─┼І╗Ґ╘S╥з║╧�гм▀@ъP(guибn)╙┌│Іоa(chигn)Бэ╓v╩╟╩о╖╓яL(fиеng)ыU╡─гмХ■Мж─╛╞мЩC(jий)╫╘╔эШЛ(gи░u)│╔Ж╩├№╡─╙░эС�гм╥╗╞Ё╥▓Мж▓┘╫і╚╦ЖTШЛ(gи░u)│╔┴╦╥кТ╢гм╥Ґ┤╦╘┌╒{(diидo)╣Э(jiиж)║ґ╨ш╟ґ▀M(jимn)╨╨╩╓Д╙╡─▐D(zhuигn)Д╙┼c╒{(diидo)╘З����бг╧і╞м╡─МТ╢╚╩╟╫╘╚╗ЫQ┴╤ШЛ(gи░u)│╔╡─гм╦№╚бЫQ╙┌┘|(zhим)┴╧╡─ЩM╝y┐╣╝ЄПК(qiивng)╢╚�����гм╥╗░у╟щЫr╧┬┬╘╨б╙┌╧і╞м╡─щL╢╚;▓╗╣▄▀x╙├╣─╩╜╧і╞мЩC(jий)╚╘╩╟▒P╩╜╧і╞мЩC(jий)�����гм╥к╟ґ╚л▓┐╡─╡╢╞м╔ь│І┴┐╥╗Ш╙����гм▓в╟╥И╘│╓яw╡╢║═╡╫╡╢╡─щg╕Єбг




















































































 ╬в╨┼╗еД╙
╬в╨┼╗еД╙ ╩╓ЩC(jий)╣┘╛W(wигng)
╩╓ЩC(jий)╣┘╛W(wигng)